Обоснование выбора комплекса оборудования, его технические характеристики

Плазменно-кислородная машина "Гранат ППлКЦ-2.5" предназначена для плазменной контурной тепловой резки, охватывает операции от склада (накопителя) очищенных и загрунтованных листов металла до склада (накопителя) вырезанных деталей.
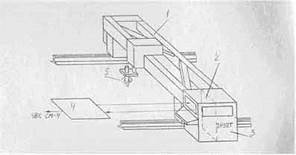
Рис.4. Схема производственного модуля на базе машины "Гранат": 1 - портальная машина, 2 - интерфейс ПИ2, 3 - система управления, 4 - интерфейс ПИ1, 5 - датчик стабилизации высоты и позиционирования.
Машина "Гранат ППлКЦ-2.5" осуществляет вырезку листовых деталей плазмой в воду с максимальной скоростью перемещения резака, соответствующей 6 и 4 м/мин.
Технологические характеристики машины "Гранат ППЛКЦ-2.5".
Скорость перемещения плазматрона 1.2-100 мм/с.
Класс точности машины (ГОСТ 5614-74) - 1.
Расход сжатого воздуха 2.7л/с, охлаждающей воды - не менее 0.08л/с.
Давление сжатого воздуха - 0.5Мпа, охлаждающей воды - 0.5МПа.
Потребляемая мощность - 120 кВ·А.
Номинальный рабочий ток - до 400 А.
Ток питающей сети трехфазный переменный, напряжением 380В, частотой 50 Гц.
Габаритные размеры машины, мм - 1860х4700х1600.
Масса - 1420кг.
Выбор плавильного агрегата.
Для плавки алюминиевых сплавов чаще всего применяются печи сопротивления. В печах сопротивления для плавки металлов используют косвенный нагрев, основанный на передаче теплоты шихте излучением.
В зависимости от конструкции в электрических печах сопротивления возможны следующие способы передачи теплоты шихте:
В тигельных печах емкостью 30-200 кг нагревательные элементы расположены вокруг тигля с шихтой, поэтому теплоту передают стенки тигля. В подовых, ванных, барабанных печах (емкостью более 500 кг) нагревательные элементы размещены по бокам и над подом; шихта нагревается прямым излучением.
В качестве нагревательных элементов чаще всего применяют спирали из нихрома (для температур до 1000-11000С), фехраля (до 10500С) и карбидокремниевые элементы типа силитов (температура в рабочем пространстве печи может достигать 1400-17500С, расплав может иметь температуру 15000С и выше).
При использовании графитовых тиглей металлическая ванна может иметь температуру не выше 750 - 8500С; для металлических тиглей - до 10000С. К достоинствам печей сопротивления относится возможность работы в произвольной атмосфере.
Достоинство электрических печей сопротивления заключается также в возможности точного (и автоматического) регулирования температуры, уменьшении опасности перегрева и высокого угара металла, легкости защиты расплава от газонасыщения, улучшении безопасности, гигиены труда и условий обслуживания.
Таблица 1. Продолжительность плавки алюминия в разных печах.
|
Способ нагрева |
Продолжительность плавки, мин, при емкости тигля, кг. | |||
|
25 |
50 |
100 |
500 | |
|
Кокс |
30 |
45 |
60 |
150 |
|
Мазут |
25 |
35 |
50 | |
|
Электросопротивлением: Графитовый тигель |
185 |
175 |
170 |
200 |
|
Чугунный тигель |
125 |
120 |
120 | |
Таблица 2. Тепловой к. п. д. электропечей сопротивления при плавке цветных металлов.
|
Тип печи сопротивления |
Расход электроэнергии на 100кг сплава, кВт ч |
Тепловой к. п. д. |
|
С графитовым тиглем |
70-100 |
45-32 |
|
С чугунным тиглем |
50 |
63 |
|
Подовая |
50-70 |
63-45 |
Для изготовления данной отливки ножки при малом объеме производства в небольших литейных удобно использовать стационарные и поворотные тигельные печи сопротивления. Емкость и производительность этих печей выбирается в зависимости от номенклатуры и количества изготавливаемых изделий. Промышленностью производятся печи САТ 0.04; САТ 0.06; 0.15; 0.25 (емкость тигля по расплавленному металлу). Для небольшого размера отливки и малого количества экземпляров принимаем САТ 0.04.
Еще по теме:
Мир художественной культуры в
представлении и оценках Дидро
Взгляды просветителей на искусство составили часть идеологии, подготовившей и вдохновившей французскую буржуазную революцию. Эстетика просветителей была направлена на защиту и обоснование нового, демократического и реалистического искусст ...
Скульптура
Египетские мастера создали множество прекрасных, простых и величественных скульптур, ничего подобного не знала ни одна из позднейших эпох. Фараонов изображали обычно в одной и той же позе, чаще всего стоя, с руками, вытянутыми вдоль тела, ...
Юмор и межкультурная коммуникация
Культура является специфической формой существования человека и общества в мире. Это то, что объединяет и выделяет людей на основе сходного образа жизни, системы поведения, норм, ценностей. Ее своеобразным «зеркалом» является язык, которы ...
Актуально о культуре
Художественная культура
Художественная культура есть многосторонний процесс и результат эстетического преобразования сферы человеческой жизнедеятельности...
Разделы
- Главная
- Культурология как наука
- Манга и аниме
- Молодежная субкультура
- Буддизм и искусство
- Традиционная культура
- Кино - как вид искусства
- Материалы
- Карта сайта